Scene 1 (0s)
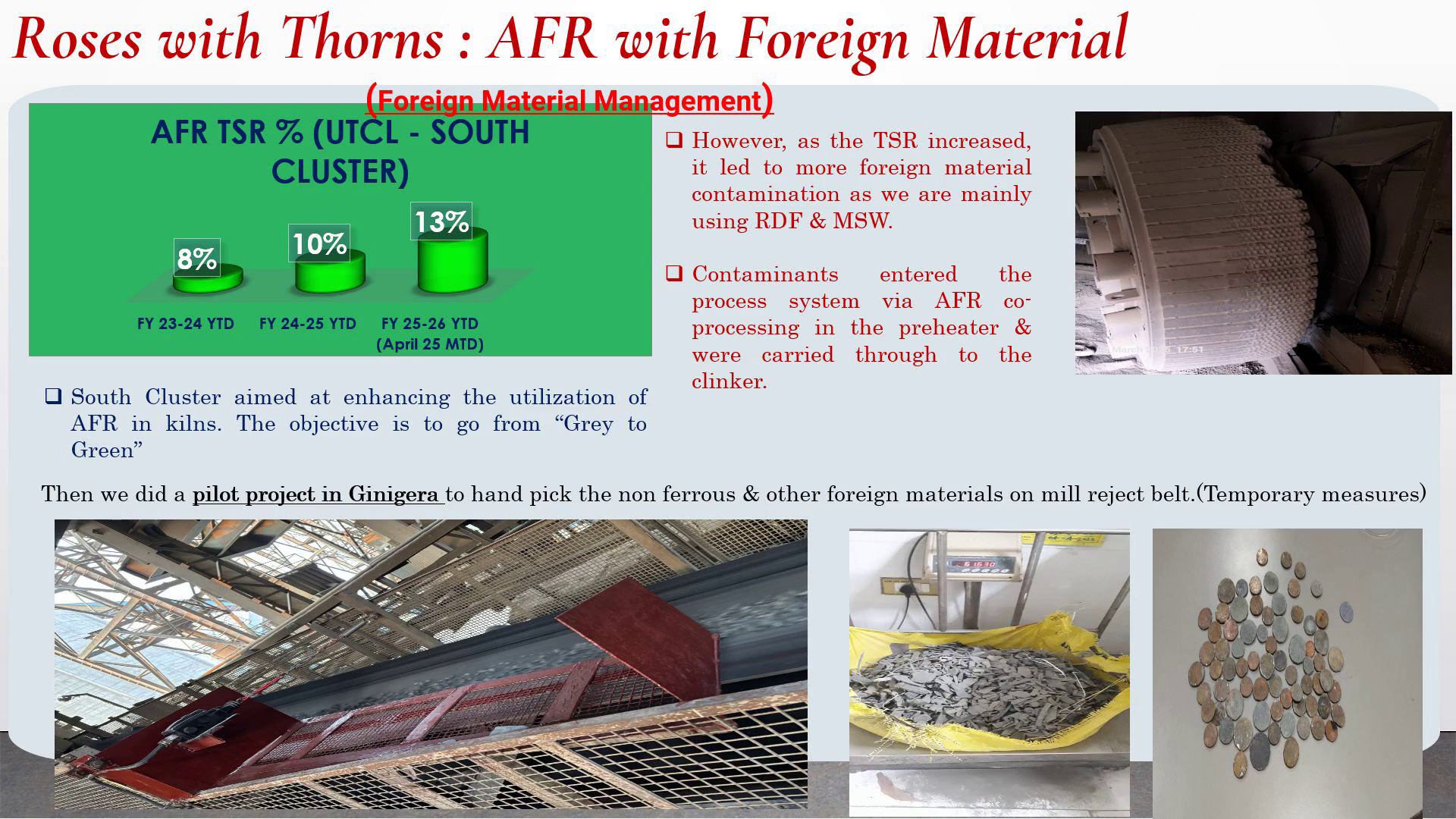
[Audio] As we increased the use of alternative fuels like RDF and municipal solid waste, we saw a rise in foreign material contamination entering the process through the preheater and making its way into the clinker. To address this, our South Cluster team aimed to enhance the utilization of alternative fuels while reducing this foreign material contamination - the goal is to go from "Grey to Green". As a temporary measure, we piloted a project in Ginigera where workers manually hand-picked non-ferrous and other foreign materials from the mill reject belt..
Scene 2 (36s)
[Audio] The key initiatives we've implemented to improve our metal contaminant capture and detection include: • Installation of magnetic pulleys to effectively remove metallic objects from the AFR stream. • Deployment of additional metal detectors to enhance monitoring and interception of foreign objects within the AFR circuit. • Inspection and replacement protocol for permanent magnets, recognizing that their magnetic strength degrades over time, with an average lifespan of 18 years. • Conversion of permanent magnets to trolley-type, enabling safer and more efficient cleaning while the conveyor belts remain operational. • Optimization of magnet installation height for maximum magnetic capture efficiency. • These initiatives have allowed us to significantly improve our ability to identify and remove metallic contaminants, helping to ensure the quality and safety of our AFR products..
Scene 3 (1m 32s)
[Audio] The title of this slide is "Results & Benefits" which highlights the positive outcomes of the work we've done. The key message is "No Thorns...Only Roses!!!" - suggesting that we've eliminated the challenges and are now seeing only the benefits. The schematic view and images provide a visual representation of the improvements made. We've eliminated stoppages in the raw mill and cement mill by better detecting foreign materials, reducing the need for frequent hydraulic pump operation. We've enhanced the life of wear-prone parts like the roller in the vertical roller mill and roller press, improving equipment reliability. We're also exploring new technologies like eddy current to remove non-ferrous contaminations, further improving the process. Overall, the slide showcases the successful outcomes and benefits that have been realized through our efforts..
Scene 4 (2m 24s)
[Audio] The focus of this presentation will be on finding permanent solutions to address any leakages, whether it's dust, water, oil, or other issues. We'll be covering gaps in the existing Work Task Instructions (WTI) and Raw Coal Nipper (RCN) Belt Repair Norms (BRN). Ensuring proper illumination as per requirements will also be a key discussion point. Extinguisher availability, testing, location marking, and tagging will be reviewed. Gaps in belt conveyor guarding, equipment guards, double earthing, accessible areas, and frequently used moving/lifting equipment arrangements will be addressed. Workplace shining requirements, guard painting, equipment rotation direction, equipment marking, and checklist/SOP display will all be covered. Housekeeping is fundamental to a safe and productive workplace. It's not just about tidiness, but about fostering a culture of excellence and responsibility..
Scene 5 (3m 28s)
[Audio] This slide outlines the 14 areas that were converted from worst to best condition at the plant These areas included the Gypsum Tippler Tunnel, Raw Mill Cable Cellar, Fly Silo Top, and several silo tops and bottoms The transformation was driven and executed by the motivated shop floor team After the transformation, the achievement was celebrated with coffee, tea, and snacks with the plant's top management This had the benefits of boosting employee morale and motivation, creating abnormality-free model areas, and inspiring the belief that any challenging area can be maintained in top condition with consistent effort.
Scene 6 (4m 11s)
[Audio] Tea, snacks, and coffee are the key offerings at three different locations - Silo Top, Silo Bottom, and Tunnel These locations provide a variety of food and beverage options for visitors The images on the slide show the different settings and environments of these three locations Visitors can choose to enjoy tea at the top of the silo, snacks at the bottom of the silo, or coffee in the tunnel These offerings cater to different preferences and needs, creating a well-rounded experience for guests.
Scene 7 (7m 57s)
[Audio] The title of this presentation is "Efficiency Unboxed: Digitize, Optimise, Deliver" This slide focuses on reducing turnaround time by improving packer efficiency at the Birla Super Bulk Terminal We can see the key issues identified, including spout misses, double rounds, downtime, and low packer RPM The proposed solution is a video analytics-based packer efficiency management information system This system will help us track and address these operational inefficiencies to improve overall terminal performance and reduce turnaround times.
Scene 8 (8m 36s)
[Audio] This slide provides an overview of the Packer Efficiency MIS, which aims to improve packer efficiency through various initiatives. The MIS consists of four key areas: optimizing ShiftWise manpower, enhancing machine efficiency, reducing spout downtime, and improving productivity and turnaround time (TAT). The table on the slide presents detailed performance data for different packing lines, including metrics like target count, total count, spout misses, double rounding, overall efficiency, worker efficiency, and packer utilization. The data shows opportunities for improvement, such as reducing spout misses and double rounding, and increasing overall efficiency and packer utilization. These insights will help us identify areas to focus on and implement targeted solutions to enhance packer efficiency..
Scene 9 (9m 36s)
[Audio] • The title of this presentation is "Accelerate The Success" and the focus is on reducing bag shortage by introducing AI. • The key issues caused by lack of real-time monitoring are bag counting issues, undetected bag jamming, and miss printing. • These issues lead to penalty due to shortage of bags, high turnaround time, customer dissatisfaction, increased costs, lower profitability, and reduced productivity. • Lack of real-time monitoring has led to gaps in data backup and reliability. • A shortage of 6,500 MT cement over the last two years led to a cost impact of ₹ 3.25 Crore. • We successfully implemented a video analytics based packer digitalization system across all 7 units and officially declared them "Bag Shortage Free" to the Logistics team. • This initiative ensures that no shortage penalties are incurred..
Scene 10 (10m 35s)
[Audio] • The existing condition at Balaji Cement Works involves a non-valued activity of repeated up and down movement through monkey ladders to inspect the Bag Filters and unconnected Elevator's platforms. • This is a concern as it is time-consuming, causes fatigue, physical strain, and lowers team morale. • This not only impacts safety and productivity, but also reduces the quality of inspections due to poor accessibility. • The images on the right provide visual context for the existing condition and the challenges faced..
Scene 11 (11m 8s)
[Audio] Balaji Cement Works has interconnected the maintenance platforms of 5 bag filters and elevators, providing seamless access. This includes an access walkway platform on top of the bag filters and elevator, which reduces operator fatigue by eliminating redundant climbing. The integrated platform design also improves the ease and quality of daily inspections and maintenance tasks. Additionally, the removal of the monkey ladder enhances overall safety. These improvements create a more efficient and ergonomic workflow for the maintenance team..
Scene 12 (11m 42s)
[Audio] The new bag filter top maintenance platform provides easy access to the bag filter tops from the floor level This allows for safer and more efficient maintenance and inspection of the bag filters The interconnecting walkway between the 5 bag filters enables technicians to move easily between the different units This improves accessibility and streamlines the maintenance process across the entire bag filter system.
Scene 13 (12m 9s)
[Audio] • We initiated a campaign in the plant to completely eliminate welding residues on the floor. • The entire team got involved and actively participated in this "zero waste in the workplace" initiative. • We conducted a thorough cleaning of our section and now proudly challenge anyone to identify a single residue in our area. • This coordinated effort has transformed the plant floor, going from being full of residues to being completely free of them. • We are very proud of this achievement and want to inspire other teams to follow our example..
Scene 14 (12m 44s)
[Audio] Transforming our plant to achieve zero scrap is a key priority for us We've instilled a strong ownership culture among the shop floor team This includes creating a dedicated "Left Over Buds" collection point to properly handle scrap We've also implemented a "Clean as You Go" policy to maintain cleanliness Recognizing and rewarding welders who contribute to this effort has been an effective motivator These initiatives have helped us maintain a scrap-free plant environment Cultivating this ownership mindset and behavior transformation among the workforce has been critical.
Scene 15 (13m 16s)
[Audio] The slide shows the journey from small buds to a full-grown plant, representing the remarkable impact of tiny changes over time. On the left, we see an image of plant buds, symbolizing the humble beginnings of growth and transformation. On the right, we see an image of a plant marching towards a mirrored floor, suggesting the remarkable progress and impact that can be achieved through consistent, incremental steps. The text on the right highlights how these "tiny changes" can lead to a "remarkable impact" - a key message to convey to the audience. The overall theme is about the power of small, consistent actions to drive significant long-term results..
Scene 16 (13m 59s)
[Audio] • This slide introduces the GICW system, which is designed to improve safety when straightening wagon couplers. • The existing practice involves the operator manually straightening the couplers while operating a pull chord on the side arm charger. This puts the operator in the line of fire if the wagon moves unexpectedly. • The key problem is that the operator only has 17 seconds to straighten the coupler, and any delay could result in the wagon hitting the operator. • The IDEA is to interlock the side arm charger movement, preventing it from moving towards the outhaul side as long as the operator is in the line of fire. • To implement this, proximity switches detect the coupler straightening tool, and ultrasonic sensors detect the operator's movement. The side arm charger is only enabled to move after the operator resets the system..
Scene 17 (14m 49s)
[Audio] • The key benefits of the SAFEGUARDING Side Arm Charger operator at Ginigera are: Improved safety for the operator working at the Outhaul Side. The new system provides better protection compared to the previous pull cord arrangement. More reliable interlocking mechanism to prevent unsafe operation. This solution can be implemented on other units with similar operational requirements. • The new system helps ensure the safety of the operator in this critical work area. It provides a more robust and dependable safeguarding solution compared to the previous method. • Implementing this system on other similar units will help improve overall operational safety across the facility..
Scene 18 (15m 35s)
[Audio] • The Audit Observation Action Monitoring System is a process we've developed to track and follow up on audit action points until they are fully closed. • We have a monthly status review where we share the open audit points with the respective units and get updates on their progress. • We also schedule regular meetings with stakeholders to discuss the status of high-risk action items and ensure they are being addressed in a timely manner. • We maintain a tracker to monitor the open action points and their target closure dates. We follow up relentlessly until the actions are completed and compliance is achieved. • If any actions are overdue, we have an escalation process to ensure they get the necessary attention and resolution. • To promote continuous improvement, we share learnings and best practices from audits across our different units. This helps everyone identify areas for process improvements. • Fostering a culture of continuous improvement is key. We encourage all employees to proactively identify and implement process enhancements to prevent repetitive audit observations..
Scene 19 (16m 41s)
[Audio] This slide provides a high-level overview of two key components of our audit reporting process. The first section shows our monthly audit point tracker, which allows us to monitor the status of open audit items on an ongoing basis. The second section highlights our internal audit report compendium, which consolidates the key observations from the past three years of audits. These two elements work together to give us a comprehensive view of our audit activities and findings over time. The monthly tracker allows us to stay on top of current issues, while the compendium provides important historical context. Having this information readily available helps us identify trends, track progress, and make more informed decisions about our audit priorities..
Scene 20 (17m 27s)
[Audio] Standardization of processes leads to greater efficiency and consistency across the organization. Preventive measures help avoid common issues and challenges, saving time and resources. A culture of continuous improvement fosters innovation and drives ongoing optimization. Knowledge sharing enables teams to learn from each other and apply best practices. Enhanced accountability improves ownership and follow-through on tasks and initiatives. Improved communication strengthens collaboration and alignment across the organization. Timely resolution of audit observations demonstrates responsiveness and compliance..